





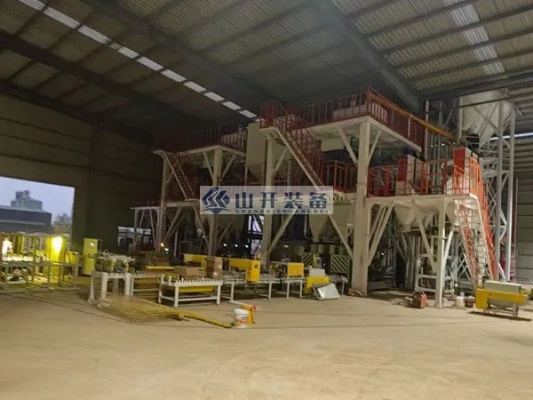
,砂浆机器全套设备是现代建筑工业化生产的核心支撑体系,它通过精确的电脑配料系统、高效均匀的混合主机及自动化输送装置,将水泥、砂子、添加剂等原料按科学配比自动制成高质量成品砂浆,该套设备极大地提升了砂浆生产的效率与品质稳定性,保证了建筑砂浆的强度与均匀度,从根本上避免了人工配比误差,其广泛应用不仅显著降低了施工现场的粉尘污染和材料浪费,更是推动建筑行业向标准化、规模化、环保化迈进的关键技术装备,为各类工程建设提供了至关重要的基础材料保障。
在建筑行业高速发展的今天,预拌砂浆已成为各类工程建设中不可或缺的材料,而砂浆的生产离不开高效、智能化的全套设备支持,砂浆机器全套设备作为砂浆生产的核心基础设施,不仅提升了生产效率,还显著改善了砂浆的质量稳定性与环保性能,本文将深入探讨砂浆机器全套设备的组成、功能、应用及其在现代建筑工业中的重要性。
砂浆机器全套设备的组成
一套完整的砂浆生产线通常由多个关键部分组成,每一部分都承担着特定的功能,共同确保砂浆从原料处理到成品包装的全流程自动化,主要设备包括:
-
原料储存与输送系统:这是生产线的基础部分,主要包括砂仓、水泥仓、粉煤灰仓等储料设备,以及螺旋输送机、斗式提升机等输送装置,它们负责将原材料(如砂子、水泥、添加剂等)安全、高效地输送至下一环节。
-
配料与计量系统:精准的配料是保证砂浆质量的关键,该系统通过电子秤、传感器和自动化控制系统,实现原材料按配比自动称量,误差控制在极小范围内,确保每一批砂浆的均匀性和一致性。

-
混合系统:混合机是全套设备的核心,通常采用双轴无重力混合机或犁刀式混合机,能够高效、均匀地将干粉砂浆原料混合,现代混合系统还具备智能控制功能,可根据配方自动调整混合时间和强度。
-
包装与散装系统:混合后的砂浆可通过阀口袋包装机或吨袋包装机进行袋装,也可通过散装设备直接装入散装车,供工地使用,包装系统通常与自动码垛机配合,实现成品的高效堆叠和运输。
-
除尘与环保系统:砂浆生产过程中易产生粉尘,因此全套设备通常配备高效的除尘器,如脉冲布袋除尘器,以减少环境污染并保障操作人员的健康。

-
自动化控制系统:基于PLC(可编程逻辑控制器)和计算机监控系统,实现整个生产过程的自动化操作、数据采集和故障诊断,提升生产线的智能化水平。
功能与优势
砂浆机器全套设备的核心功能在于实现砂浆的规模化、标准化生产,其优势主要体现在以下几个方面:
- 高效率与节能:自动化设备大幅减少了人工操作,生产线可连续运行,日产量可达数百吨甚至上千吨,智能控制系统优化了能源使用,降低了电耗和原料浪费。
- 质量稳定:通过精准的计量和混合控制,砂浆的配比一致性极高,避免了人工操作可能带来的误差,从而提升了工程质量的可靠性。
- 环保与安全:除尘系统和封闭式设计有效减少了粉尘排放,符合现代环保要求,自动化操作也降低了工人的劳动强度和安全隐患。
- 灵活性与适应性:全套设备可根据需求调整配方,生产不同种类的砂浆,如砌筑砂浆、抹灰砂浆、防水砂浆等,满足多样化的市场需求。
应用领域
砂浆机器全套设备广泛应用于建筑工地、预拌砂浆工厂、建材生产企业等场景,随着装配式建筑和绿色建筑的推广,其重要性日益凸显,在大型基础设施项目(如高铁、高速公路、住宅小区)中,自动化砂浆生产线已成为保障工程进度和质量的关键支撑。
发展趋势与挑战
随着工业4.0技术的深入应用,砂浆机器全套设备正朝着更智能化、数字化的方向发展,通过物联网技术实现设备远程监控与维护,利用大数据分析优化生产流程,以及引入人工智能提升故障预测能力,行业也面临着环保标准提升、成本控制和技术升级的挑战,需要不断创新以适应市场需求。
砂浆机器全套设备不仅是现代建筑工业的“心脏”,更是推动行业向高效、环保、智能化转型的重要力量,投资和应用先进的砂浆生产线,将为建筑企业带来长远的竞争优势,并为社会创造更大的价值。









 京公网安备11000000000001号
京公网安备11000000000001号 沪ICP备19017178号-1
沪ICP备19017178号-1
还没有评论,来说两句吧...